میلگرد ( (rebarکه به آن آرماتور فولادی نیز میگویند به پروفیلی با سطح مقطع دایره ای شکل و تو پر اطلاق میشود که معمولا آجدار است و برای افزایش مقاومت ساختمان از آن استفاده مینمایند. میلگردها دارای سایزها و انواع مختلفی هستند و شناسایی آنها براساس سایز قطرآنها میباشد. به طور کلی میتوان سایز قطر میلگردها را از 8 میلیمتر تا 250 میلیمتر تقسیم بندی کرد اما در ایران از 8 تا 40 میلیمتر در نظر گرفته میشود.

ماده اولیه تولید میلگرد از فولاد کربنی میباشد. جالب است بدانید که برای نورد میلگرد از شمشهایsp 5 استفاده میکنند. گاهی اوقات نیز به جای استفاده از فولاد، از ضایعات آهن برای تبدیل آهن به میلگرد استفاده میشود.
میلگردها در سایزها و استانداردهای مختلفی طبقه بندی میشوند و معمولا به طول12 متر در کارخانجات ذوب و ريخته گری توليد ميگردند. غالبا میلگردها را با توجه به عوامل مختلفی دسته بندی میکنند. مانند دسته بندی براساس شکل، مقاومت، کاربرد و قطر، در ادامه به بررسی برخی از آنها می پردازیم.
از جمله روشهای دسته بندی میلگرد میتوان به دسته بندی بر اساس قطر آن اشاره کرد که دارای قطرهای متفاوتی هستند. میلگردها دارای قطر 6، 8، 10، 12، 14، 16، 18، 20، 22، 25، 28، 30، 32 و 40 میلیمتری میباشند. قیمت میلگرد براساس شکل ظاهری و قطر آن متفاوت است.
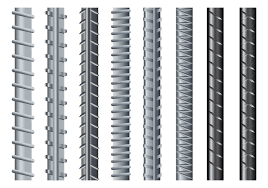
بر اساس شکل ظاهری، میتوان میلگردها را به دو دسته ساده و آجدار تقسیم بندی کرد که هرکدام از آنها کاربرد خاص خود را دارند. از میلگرد آجدار برای درگیر شدن داخل بتن و کاهش اصطکاک استفاده میشود. این دو نوع میلگرد از نوع میلگرد ساختمانی هستند که در ساختمان سازی بسیار مورد استفاده قرار میگیرد.
طرز تولید میلگرد به این نحو است که آهن پس از ذوب شدن در داخل کورههای بسیار بزرگ به صورت مایع در میآید. آهنی که به شکل ذوب شده درآمده را طی مراحل کشش به صورت متوالی به شکل استوانه ای در میآورند سپس به صورت دهانههای کوچک و گرد به صورت میلگرد شکل میدهند. این کشیدگی ادامه پیدا میکند تا به قوص کششی استاندارد برسد پس از آن نوبت به مرحله آج دادن میلگرد میرسد. در مرحله بعد میلگردها را برش میدهند و در انتهای کار، میلگردها خنک شده و آماده بسته بندی میشوند.
به طور کلی میتوان روشهای تولید میلگرد را به 4 دسته تقسیم بندی کرد:
به صورت کلی به پروفیلها، ورقها، میلهها، نبشیها و شمشها در صنعت، نیمه ساخته گفته میشود. جهت ساخت و تولید نیمه ساختهها از روشهای متفاوتی از جمله نورد کاری، پرس کردن، کشیدن و آهنگری استفاده میکنند. در تمامی این روشها باید ابتدا فولاد مذاب را به صورت بلوکهایی در آورد تا بتوان عملیات بعدی را روی آنها انجام داد. برای اینکار دو روش وجود دارد: تهیه بلوک در قالب و تهیه بلوک با روش ریخته گری مداوم که در ادامه به توضیح آنها میپردازیم.
در این روش ابتدا فولادی که مذاب شده است را درون ظروف مخصوصی به نام پاتیل ریخته و سپس آن را در داخل قالبهایی به نام کوکیل میریزند.
در این روش فلز مذاب را داخل پاتیلها ریخته و تا محل دستگاه حمل میکنند. سپس فولاد مذاب را داخل ظرف تقسیم کنندهای میریزند و بعد از آن، به ظرفهایی به نام منجمد کننده منتقل میکنند. که ظرفهای منجمد کننده در ابتدای خطوط تولید بلوک قرار دارند و جنس آنها از مس میباشد، و دائما به وسیله آب خنک میشوند. پس از این مرحله، زمانی که فلز مذاب در پایین منجمد کننده به حالت انجماد درآمد، توپی را از آن خارج میکنند و فلز منجمد شده، تحت تاثیر نیروی وزن خود، به سمت نورهایی که در زیر آن قرار گرفته اند هدایت میشود و به وسیله آنها به سمت پایین کشیده میشود و همچنان از بالا به صورت مداوم به آن فولاد مذاب اضافه میگردد. در مسیر نوردها کولرهایی قرار داده شده اند که فلز منجمد شده را خنکتر میکنند. پس از این مرحله و فرم گرفتن فولاد عمل برش به وسیله قطع کنندههایی صورت میگیرد که معمولا به صورت قیچی یا گاز اکسی استیلن هستند. اکنون زمان آن رسیده است که بلوکهای بریده شده که هنوز از درجه حرارت مطلوبی برخوردارند، برای عملیات بعدی هدایت شوند.
تولید میلگرد به روش نورد گرم ابتدا با حرارت دادن کورهها آغاز میشود به این صورت که شمشهای آهنی را برای شکل دهی، درکوره با حرارت1100 درجه سانتیگراد ذوب میکنند. پس از مرحله ذوب شدن و رسیدن شمشها به درجه حرارت 1100 درجه که به صورت نرم و شکل پذیر در میآید، به خط تولید ارسال میشود. شمشها پس از آماده شدن توسط رولها به مرحله رافینگ فرستاده میشوند که این مرحله خود دارای 3 مرحله است. در این 3 مرحله تحت فشار و کشش از قطر کاسته و به طول آنها افزوده میشود. بعد از رسیدن به قطر دلخواه و مناسب به مرحله استند که شامل 10 الی 18 استند است فرستاده میشود. در مرحله آخر نیز با استفاده از استندهای آج زنی، آج مورد نظر را روی میلگرد ایجاد میکنند. تولید میلگردهای آجدار براساس دو استاندارد A2 و A3 صورت می گیرد. در روش تولید میلگرد با استاندارد A2، مستقیماً در خط نورد میلگرد، آج زنی انجام میپذیرد ولی برای تولید میلگرد به روش استاندارد A3، پس از خنک کردن میلگرد با آب و قرار گرفتن در دمای معمولی، آج زنی انجام میگیرد.
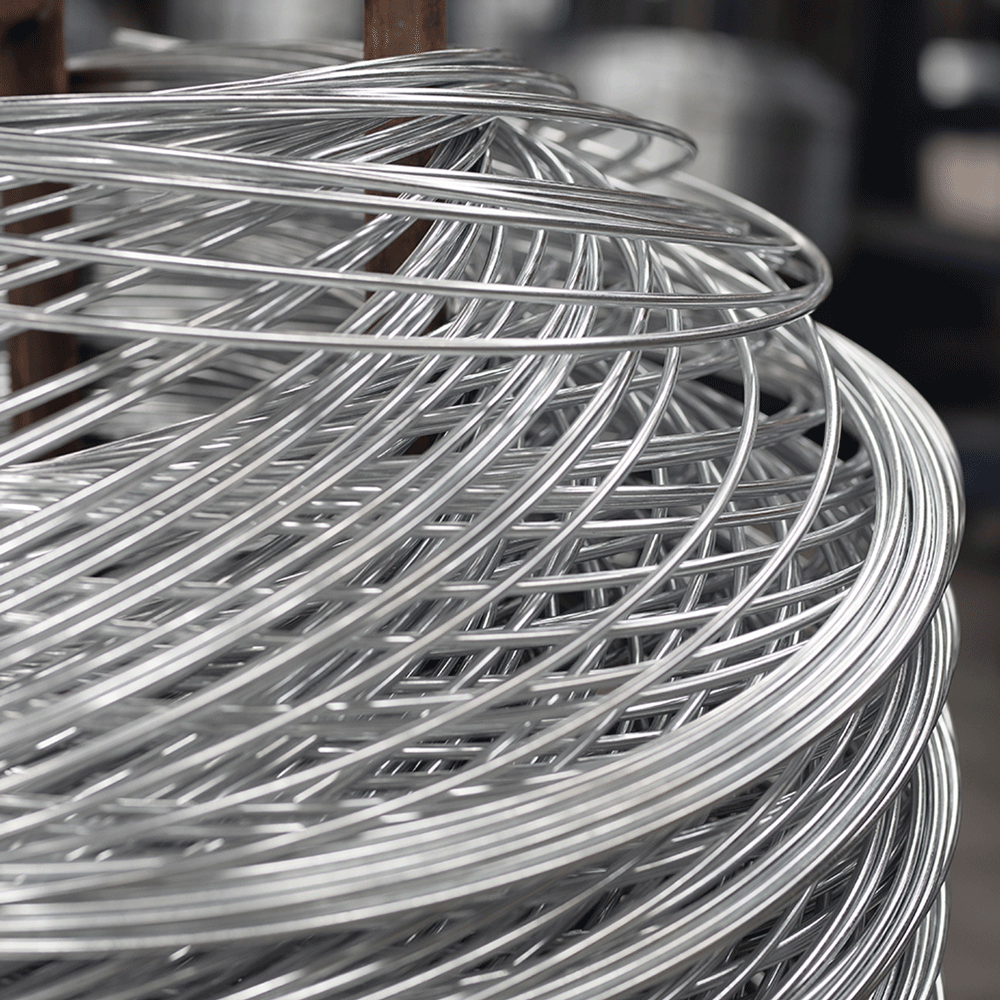
میلگردی که در ابتدا به دست میآید دارای طول مشخصی نیست بنابراین با استفاده از قیچیهای برش، میلگردها را به اندازههای 24 یا 36 متر کوتاه میکنند. بعد از آن برای فروش و مطابقت دادن آنها با استاندارد، با استفاده از گیوتین آنها را به طول 12 متر در میآورند و سپس آن را به صورت بندیل بسته بندی میکنند که وزن آن حدود دو تن است.

نورد سرد را میتوان به عنوان یکی ازمتداولترین و قدیمیترین روشهای تولید میلگرد نام برد. در این روش طی مراحل کشش و فشار که موجب به هم ریختگی و درهم شکستن ساختار اولیه شمش میشود، مقاومت شمش از بین رفته و باعث شکل پذیری آن میشود. به همین دلیل تولید میلگرد به این روش سختتر است اما از مقاومت و کیفیت بالاتری برخوردار است.
تولید میلگرد به صورت میکروآلیاژی، روشی است که از اضافه کردن مقداری تیتانیوم، نیوبیوم و وانادیوم به آرماتور معمولی به دست میآید. در این روش ذرات ریز مقاوم به وسیله کاربیدهای بین فلزی تولید میشوند که مقاومت آرماتور را افزایش میدهند و هر چه این ذرات ریزتر باشند آرماتور تولید شده دارای مقاومت بیشتری میشود. شمش آهن مورد استفاده در این روش در دمای محیط و به آرامی سرد میگردد به همین علت مقاومت بیشتری خواهد داشت و یا به اصطلاح مرغوبتر است. تولید میلگرد به روش آلیاژی برای مناطق زلزله خیز مناسب میباشد.
یکی دیگر از روشهای تولید میلگرد روش ترمکس میباشد که به دلیل مقاومت پایین آن در مناطق زلزله خیز از آن استفاده نمیکنند. در روش ترمکس، فولاد حرارت دیده و مذاب شده را به سرعت با استفاده از آب و روغن سرد میکنند که این کار باعث می شود ساختار آن شکننده و سخت شود. فولادی که به سرعت سرد شده است، سطح بیرونی آن سرد شده و مغز آن هنوز حرارت دارد و این حرارت را به لایه های بیرونی منتقل می نماید و موجب افزایش شکل پذیری فولاد میگردد. نقل و انتقال حرارت باعث می شود سختی و شکنندگی سطح گرفته شود و مقاومت و کیفیت افزایش پیدا کند. به دلیل پایین بودن مقدار کربن در این روش به نسبت روش سردکاری، میلگرد شکل پذیری بالاتری خواهد داشت.
شمش آهنی مورد استفاده در این روش دارای آنالیز شیمیایی پایینتری است و برای تولید میلگردی که مقاومت آن استاندارد باشد، میلگرد را بلافاصله پس از تولید که دارای دمای بالایی است از داخل لولههاي آب عبور داده و به يكباره سطح بيروني آن را خنك ميکنند. به همین جهت مقاومت مغز میلگرد به نسبت سطح بیرونی آن بیشتر است و سطح میلگرد مقاومت پایینی دارد. به همین دلیل برای سازه های تحت فشار و مناطق زلزله خیز مناسب نمی باشد.
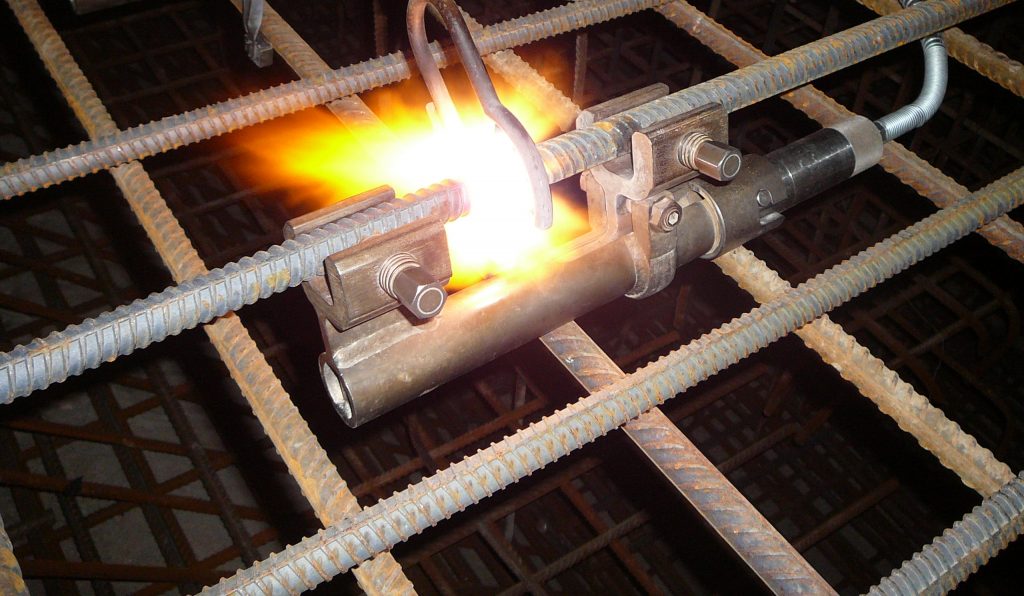
تنها تفاوت میلگردهای ترمکس با میلگردهای میکروآلیاژی شده، در هزینه و قیمت تمام شده آنها است. هزینه های تولید میلگرد میکروآلیاژی شده بسیار بیشتر از میلگرد ترمکس است. همچنین میلگرد ترمکس بهترین جوش پذیری را در روش جوشکاری فورجینگ سر به سر میلگرد دارد.

خم کاری میلگرد
میلگردی که به یکی از روشهای بالا تولید شد برای گرفتن اجازه خروج و فروش، نیازمند یک سری آزمایشات است که کیفیت میلگرد تولیدی را بیازماید. در واقع میلگرد تولیدی را ابتدا مطابق آیین نامه و استانداردهای میلگرد مورد آزمایش قرار میدهند سپس اقدام به فروش مینمایند. از جمله آزمایشات مهم، خمکاری میلگرد است که به 3 دسته تقسیم میشود:
در این دسته میلگردهایی با قطر کمتر از10میلی متر قرار میگیرند و برای خاموتها و تنگها از آن استفاده میشود. همچنین میلگردهای که بیش از 6 نقطه خم کاری دارند نیز در این دسته بندی قرار داده می شوند. لازم به ذکر است که خم کاری میلگردهای سبک نسبت به سنگین به ازاء هر کیلوگرم میلگرد، هزینه بیشتری دارد.
خم کاری سنگین
میلگردهای با قطر بیش از 10 میلی متر را شامل میشود.
خم کاری مخصوص
خم کاری با رواداری های ویژه ، کلیه خم کاری هایی با شعاع مشخص در بیش از یک صفحه و کلیه خم کاری های واحد های پیش ساخته می باشد.