پروفیل چیست؟
پروفیل در لغت به معنای ثابت بودن یک مقطع در طولی مشخص و معین است. اما پروفیل یا Profile در زبان لاتین، به تجهیزاتی گفته میشود، که در ساخت درب، پنجره، لوله یا نمای ساختمان از آنها استفاده میشود.
پروفیل به دو دسته تقسیم میشود: پروفیل باز (تیرآهن، تسمه، نبشی، ناودانی، میلگر) و پروفیل بسته (لوله و قوطی).

از پروفیل در ساختمان سازی، صنعت و راه سازی، صنعت خودروسازی، ساخت پایه میز و صندلی، پوشش سقف سولهها، ساخت چهارچوب درهای بزرگ آهنی و ساخت کرکرههای مغازه استفاده میشود. ولی از آن بیشتر در ساخت در و پنجرههای آهنی استفاده میگردد.
پروفیلها در دو شکل مربع و مستطیل در بازار موجود میباشند. پروفیلهایی با مقاطع کوچک برای ساخت نردههای فلزی، در و پنجرهها، نرده کشی دیوارهای کارخانهها و پیاده روها استفاده میشود. پروفیلهایی با مقاطع بزرگتر که به آن پروفیل ستونی میگویند، برای ساخت ستون و اسکلت فلزی استفاده میشود. این نوع پروفیل در مقاطع مربع تولید میشود و ضخامت آن از ۵/۱ تا ۸ میلیمتر میباشد. اگر این نوع پروفیل با مشخصات فیزیکی مورد اطمینان تولید شود، در ساختن شاسی تریلرها و نفت کشها نیز کاربرد دارد.

ماده اولیه برای تولید پروفیل، ورق تولید شده توسط کارخانههای فولاد است. این مواد در گذشته توسط واردات از کشورهای آسیای میانه تأمین میشد اما در حال حاضر کارخانههای فولاد مبارکه، گیلان و اهواز توان تولید این ورقها را دارند.
ورق به کار رفته در فرایند تولید پروفیل باید دارای خصوصیات مکانیکی خاصی باشد به طور مثال ورق ST37 استانداردهای کافی برای تولید پروفیل را دارا میباشد. البته در نظر داشته باشید ورقها به صورت کلاف در بازار عرضه میشوند و در ابتدای فرایند تولید پروفیل باید از دستگاههای برش نیمه اتوماتیک و اتوماتیک برای آماده کردن آنها استفاده کرد.
برای تولید پروفیل ۲روش وجود دارد: روش مستقیم و غیر مستقیم، که هر کدام از این روشها مزایا و معایبی دارند.

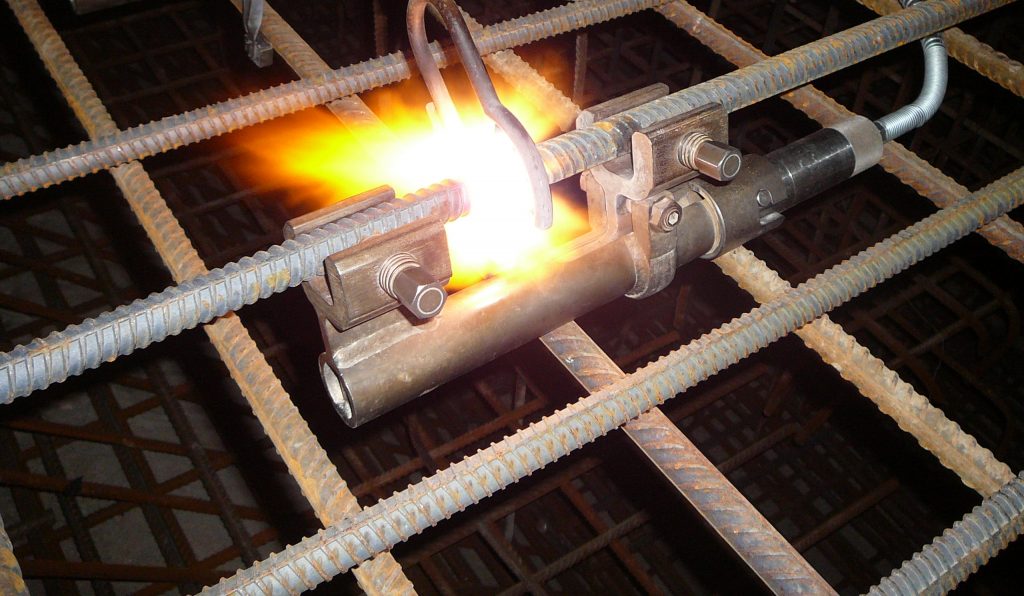
در روش تولید مستقیم پروفیل، ابتدا با خم کردن ورق، شکل زوایای مورد نظر برای پروفیل را ایجاد میکنند و سپس با کمک جوشهای فرکانسی دو به دو، لبههای ورق را به یکدیگر جوش میدهند تا مقطع مورد نظر شکل بگیرد. سپس آن را با کمک اره اتوماتیک به قطعههای۶ متری برش میدهند و به مرحله بستهبندی ارسال میکنند و پس از انجام کارهایی مانند نصب کارت مشخصات و تأیید کنترل کیفی، پروفیلها را به انبار محصولات انتقال میدهند.
مزایای تولید پروفیل به روش مستقیم:
معایب تولید پروفیل به روش مستقیم:

در روش غیر مستقیم، پروفیل در دستگاه اصلی نورد مانند مراحل بالا با یکی از روشهای خم کردن، به لوله تبدیل میشود. بعد از آن، دو لبه جوش داده میشود. سپس در قسمت سایزینگ و پیچش گیر با فشارهای بالایی و پایینی و جانبی، لولههای تولید شده به صورتهای مختلف تبدیل میشود و محصول نهایی تولید میگردد و به انبار فرستاده میشود.
در روش غیرمستقیم تولید پروفیل، با تولید یک لوله در قسمت فرمینگ و تعویض حداقل چند قالب در قسمت سایزینگ و یا بردن به دستگاههای بدون جوش دیگر، میتوان چند نوع پروفیل تهیه کرد. همچنین میتوان با حداقل ماشین لوله سازی، تنوع داشت. با توجه به اینکه فاصله هوایی بین ایندکتور و لوله به کمترین میزان ممکن و قطر انتخابی میتواند به بالاترین اندازه ممکن برسد، میشود از بیشترین توان دستگاه جوش استفاده کرد. سرعت تولید در روش غیر مستقیم تولید پروفیل بیشتر از روش مستقیم میباشد.
قالبها منحنی شکل و ساخت با دستگاه آسانتر و در عملیات حرارتی احتمال شکستن با توجه به نبودن گوشههای تیز بسیار کمتر است. اما از نظر کیفیت، گوشهها گردتر و اندازۀ اضلاع و خط جوش و انحنای سطحی با دقت پایینتر نسبت به تولید لوله پروفیل به روش مستقیم خواهد بود.
اگر هدف از تولید لوله پروفیل تنها برای تهیه لوله گاز و یا آب باشد، قطر لوله را در قسمت جوش حدود نیم میلیمتر نسبت به قطر نهایی بیشتر میسازند و این مقدار اضافه قطر لوله را با اضافه کردن سرعت خطی به وجود آمده در اثر افزایش قطر قالبها در هر دروازه (۵/۰ تا ۲/۰) میلیمتر در سایزینگ کاهش داده و در واقع لوله را کشیده و گرد میکنند.
لوله پروفیل که تولید شده است را میشود قبل از برش توسط تست غیر مخرب ادی کارنت (حوزه مغناطیسی) آزمایش کرد و یا بعد از برش به صورت آفلاین آزمایش را انجام داد و پس از پلیسه گیری عمل تست هیدرواستاتیک را تا فشار حدود ۷۰ بار برای مدت زمان ۵ ثانیه انجام داد. سپس مشخصات لازمه بر روی لولهها تأیید و چاپ گردد و بعد از آن به صورت شش گوش بسته بندی شده و به بازار عرضه شود.